- č.8,zaolínová cesta,
ulica longxiang,
tongxiang, zhejiang, Čína - +86 573 89381086[email protected]
- sťahovanieBrožúry PDF
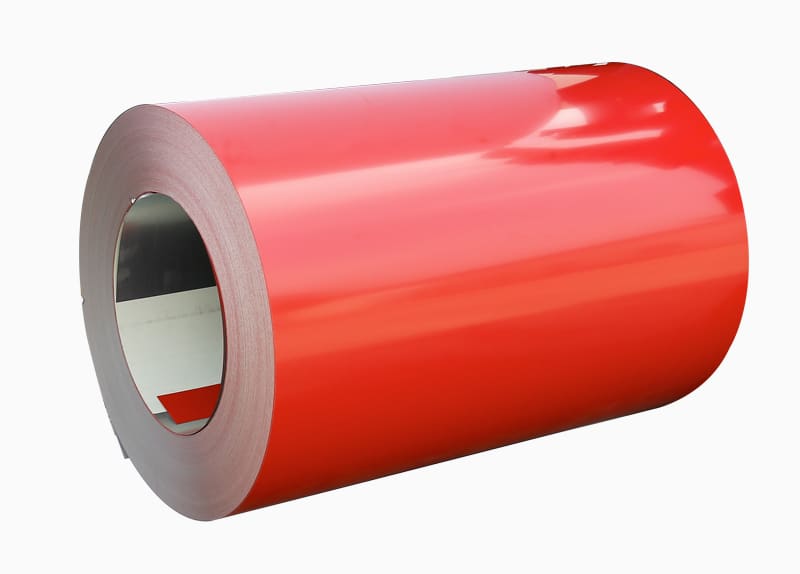
Oceľové zvitky s farebným povlakom – tiež široko označované ako vopred natreté oceľové zvitky, zvitky PPGI (vopred natreté galvanizované železo) alebo valcovaná oceľ s farebným povlakom – sú oceľové zvitky, ktoré boli spracované na kontinuálnej linke na nanášanie zvitkov, kde je jeden alebo oba povrchy vyčistené, chemicky ošetrené, natreté základným náterom a dokončené jednou alebo viacerými vrstvami organického povlaku na opätovné odoslanie. Tento proces vytvára konzistentný, vo výrobe riadený náter, ktorý je oveľa rovnomernejší a trvácnejší ako lakovanie po výrobe aplikované na rezané alebo tvarované diely.
Použitý základný substrát pre farebne potiahnuté oceľové cievky sa môže výrazne líšiť v závislosti od zamýšľanej aplikácie. Najbežnejším substrátom je žiarovo pozinkovaná oceľ (GI), ktorá poskytuje ochranu proti korózii na báze zinku pod organickým povlakom. Medzi ďalšie substráty patrí galvalum (oceľ potiahnutá zliatinou hliníka a zinku, tiež známa ako AZ alebo Zincalume), elektrogalvanizovaná oceľ, oceľ valcovaná za studena (CR) a príležitostne morená a olejovaná (HRPO) oceľ valcovaná za tepla pre priemyselné použitie s ťažším rozchodom. Kombinácia kovového náteru a organického vrchného náteru dáva farebne potiahnutým oceľovým zvitkom viacvrstvovú ochranu proti korózii, UV degradácii a mechanickému poškodeniu.
Proces nanášania zvitkov – niekedy nazývaný aj kontinuálna linka na nanášanie zvitkov alebo proces CCL – je vysoko automatizovaná, vysokorýchlostná výrobná operácia, ktorá nanáša povlaky na oceľový pás pri rýchlostiach linky typicky v rozsahu od 60 do 150 metrov za minútu. Pochopenie výrobných krokov pomáha kupujúcim posúdiť nároky na kvalitu a pochopiť, prečo sa výrobky s povlakom zvitkov správajú odlišne od konvenčne lakovanej ocele.
Oceľový pás najprv prechádza sériou čistiacich stupňov, ktoré odstraňujú valcovacie oleje, povrchové oxidy a nečistoty pomocou alkalických čistiacich prostriedkov a oplachov vodou. Nasleduje fáza chemickej predbežnej úpravy – zvyčajne konverzný náter bez chrómu (na báze zirkónu alebo titánu) alebo fosforečnanu železa – ktorý vytvára chemicky aktívny povrch, ktorý podporuje priľnavosť základnej vrstvy a poskytuje dodatočnú bariérovú ochranu proti korózii pod filmom. Výber chémie predúpravy sa stal čoraz dôležitejším, pretože regulačný tlak tlačí priemysel smerom k systémom bez obsahu chrómanov.
Po predbežnej úprave sa na jednu alebo obe strany pásu nanesie valčekom základný náter. Základný náter – zvyčajne epoxidová, polyuretánová alebo formulácia na báze polyesteru – slúži ako adhézna vrstva medzi predbežnou úpravou a vrchným náterom a často obsahuje pigmenty inhibujúce koróziu, ako je chróman strontnatý alebo fosforečnan zinočnatý. Pás so základným náterom potom prechádza cez vytvrdzovaciu pec, kde sa zahrieva na maximálnu teplotu kovu (PMT) približne 200–240 °C na tepelné vytvrdenie. Typická hrúbka suchého náterového filmu sa pohybuje od 5 do 8 mikrónov.
Vrchný náter sa nanáša na vytvrdnutý základný náter druhou stanicou nanášania valčekom. Toto je vrstva, ktorá poskytuje farbu, lesk a vlastnosti povrchu hotového predlakovaného oceľového zvitku. Po aplikácii pásik prechádza druhou vytvrdzovacou pecou – opäť na PMT typicky 220–250 °C v závislosti od živicového systému – a potom sa ochladí vodou, aby sa potiahnutý pás pred opätovným navinutím rýchlo ochladil. Zadný náter sa často nanáša na zadnú stranu počas fázy základného alebo vrchného náteru, aby sa zabezpečila ochrana proti korózii a tvárnosť na neviditeľnej ploche.
Živicový systém vrchného náteru je jedným z najdôležitejších determinantov odolnosti voči poveternostným vplyvom, pružnosti, chemickej odolnosti a životnosti farebne potiahnutej ocele. Rôzne chemické zloženie živíc ponúka odlišné výkonnostné profily vhodné pre rôzne konečné použitia a podmienky expozície.
Štandardný polyester je najpoužívanejšou vrchnou živicou v priemysle farebne potiahnutých oceľových zvitkov vďaka svojej nízkej cene, vynikajúcej spracovateľnosti, dobrému farebnému rozsahu a adekvátnemu výkonu pre interiérové a ľahké exteriérové aplikácie. Typická hrúbka suchého filmu je 15–25 mikrónov. Štandardné PE nátery majú obmedzenú odolnosť voči UV žiareniu a vo všeobecnosti sa neodporúčajú pre exteriérové architektonické aplikácie s dizajnovou životnosťou presahujúcou 10 rokov v drsnom prostredí. Najčastejšie sa používajú na vnútorné zastrešenie, všeobecné priemyselné obklady, panely spotrebičov a regály.
Silikónom modifikované polyesterové nátery obsahujú silikónovú živicu do polyesterovej kostry, čím výrazne zlepšujú odolnosť voči UV žiareniu a tepelnú odolnosť v porovnaní so štandardným PE. Nátery SMP sa široko používajú na vonkajšie strešné a obkladové aplikácie v miernych klimatických podmienkach, pričom ponúkajú životnosť zvyčajne 15–20 rokov pre zachovanie farby a odolnosť voči kriede. Hrúbka filmu je podobná štandardnému PE pri 20–25 mikrónov. SMP poskytuje dobrú rovnováhu medzi výkonom a nákladmi pre bežné stavebné aplikácie.
HDP živice sú formulované s polyesterovými kostrami s vyššou molekulovou hmotnosťou a optimalizovanými balíkmi UV-stabilizátorov, aby poskytovali lepší výkon proti poveternostným vplyvom v porovnaní so štandardným PE bez toho, aby sa museli priplatiť za plnú cenu PVDF. Nátery HDP sa čoraz viac špecifikujú ako cenovo výhodná možnosť strednej triedy pre vonkajšie aplikácie, kde je výkon SMP hraničný, ale úplná špecifikácia PVDF nie je komerčne opodstatnená. Typické nároky na životnosť sú 20–25 rokov pre odolnosť voči kriede v miernom podnebí.
Nátery na báze PVDF – predávané pod obchodnými názvami ako Kynar 500 a Hylar 5000 – predstavujú prémiovú vrstvu farebne potiahnutých oceľových špirálových vrchných náterov a sú štandardom pre architektonické aplikácie s dlhou životnosťou. Fluórpolymérová kostra poskytuje výnimočnú odolnosť voči UV žiareniu, kriedovaniu, vyblednutiu farby, chemickému napadnutiu a zadržiavaniu nečistôt. Štandardné formulácie obsahujú 70 % PVDF živice a 30 % akrylu. Hrúbka filmu je typicky 25–27 mikrónov pre štandardný dvojvrstvový systém. Farebné oceľové zvitky potiahnuté PVDF sú určené pre špičkové architektonické zastrešenie, opláštenie a fasádne obklady, kde sa vyžaduje záručná doba 30–40 rokov. Fluóretylénvinyléterové (FEVE) živice ponúkajú porovnateľný výkon a získavajú podiel na trhu v architektonických náteroch na báze rozpúšťadiel.
Plastisolové nátery sú hrubé nátery na báze PVC aplikované v hrúbke suchého filmu 100 – 200 mikrónov, čím sa vytvára vysoko štruktúrovaný povrch s vynikajúcou odolnosťou proti poškriabaniu, tvarovateľnosťou a akustickými tlmiacimi vlastnosťami. Bežne sa špecifikujú pre strešné plechy, obklady stien a poľnohospodárske budovy na severoeurópskych trhoch. Hlavným obmedzením plastizolu je relatívne nízka odolnosť voči UV žiareniu v porovnaní s PVDF a tendencia kriedovať v prostrediach s vysokým UV žiarením, hoci varianty stabilizované voči UV žiareniu výrazne zlepšili vonkajšiu životnosť.
Oceľové zvitky s farebným povlakom sa vyrábajú a obchodujú s celým radom národných a medzinárodných noriem, ktoré definujú kvalitu substrátu, hmotnosť povlaku, mechanické vlastnosti a kvalitu povrchu. Znalosť najdôležitejších noriem zabraňuje chybám špecifikácií a nedorozumeniam v dodávateľskom reťazci.
| Štandardné | región | Rozsah |
| EN 10169 | Európe | Oceľové ploché výrobky s nepretržitým organickým povlakom – požiadavky a testovanie |
| ASTM A755 | USA | Oceľový plech, pokovovaný žiarovým procesom a predlakovaný procesom nanášania zvitkov |
| JIS G3312 | Japonsko | Vopred natreté oceľové plechy a zvitky potiahnuté žiarovým zinkom a zliatinou zinku a železa |
| GB/T 12754 | Čína | Oceľové plechy a pásy s farebným náterom – národná norma vzťahujúca sa na výrobky PPGI a PPGL |
| AS 1397 | Austrália/NZ | Oceľové plechy a pásy – žiarovo pozinkované alebo hliníkovo/pozinkované, relevantné pre Colorbond a podobné produkty PPGL |
Pri získavaní farebne potiahnutých oceľových zvitkov v medzinárodnom meradle – najmä z čínskych závodov alebo závodov v juhovýchodnej Ázii – je nevyhnutné potvrdiť, podľa akej normy sa výrobok vyrába, pretože stupne mechanických vlastností, hmotnosti zinkového povlaku a tolerancie hrúbky filmu sa medzi jednotlivými normami výrazne líšia. Vždy si vyžiadajte osvedčenia o skúške frézovania (MTC), ktoré výslovne odkazujú na príslušnú normu a obsahujú namerané hodnoty hmotnosti zinkového povlaku, hrúbku suchého filmu, úroveň lesku a výsledky testu ohybu v tvare T.

Nákup farebne potiahnutých valcovaných oceľových zvitkov bez starostlivého preskúmania technickej špecifikácie je jedným z najčastejších zdrojov problémov s výkonom a sporov o záruku v konštrukcii a výrobe. Tu sú kritické parametre, ktoré je potrebné špecifikovať a overiť:
Oceľové zvitky s farebným povlakom sú jedným z najuniverzálnejších stavebných a priemyselných materiálov, ktoré sú k dispozícii a slúžia na pozoruhodnú škálu koncových trhov. Pochopenie toho, kde a ako sa používajú, pomáha kupujúcim zosúladiť špecifikáciu produktu so skutočnými požiadavkami na služby.
Stavebníctvo je celosvetovo zďaleka najväčším sektorom konečného použitia oceľových zvitkov s farebným povlakom, ktoré spotrebuje odhadom 60 – 70 % celkovej produkcie. Aplikácie zahŕňajú profilované strešné plechy, obkladové panely stien, strešné systémy so stojatou drážkou, kompozitné sendvičové panely, fasády s dažďovou clonou, odkvapové systémy a systémy na dažďovú vodu a komponenty oceľových rámov. Pre strešné krytiny a obklady sa čoraz viac uprednostňujú substráty PPGL (predfarbený galvalum) na báze galvalu s vrchnými nátermi SMP alebo PVDF pred galvanizovaným PPGI kvôli vynikajúcej odolnosti povlaku zo zliatiny hliníka a zinku voči reznej korózii.
Chladničky, práčky, klimatizačné jednotky, mikrovlnné rúry a umývačky riadu používajú farebne potiahnuté oceľové panely pre vonkajšie a vnútorné časti kostry. Vopred natretý oceľový zvitok na použitie v spotrebiči vyžaduje vynikajúcu odolnosť proti poškriabaniu, chemickú odolnosť voči čistiacim prostriedkom a čistiacim prostriedkom, hladký povrchový vzhľad a konzistentnú farbu pri veľkých objemoch výroby. Najčastejšie sa používajú nátery na báze polyesteru a polyuretánu, často so špeciálnou povrchovou úpravou proti odtlačkom prstov alebo antibakteriálnou úpravou na pohľadové panely.
Návesy, železničné vagóny, panely karosérie autobusov, dvere kontajnerov a vložky prepravných kontajnerov sú vyrobené z oceľových zvitkov s farebným náterom. Tieto aplikácie vyžadujú vysokú odolnosť proti nárazu, dobrú tvarovateľnosť pre zložité tvary panelov a trvanlivosť pri opakovanom mechanickom namáhaní a vystavení poveternostným vplyvom. V tomto sektore sú často špecifikované hrubé plastizolové alebo vysokovrstvové polyesterové nátery pre ich vynikajúcu odolnosť proti odieraniu a oderu.
Oceľové skladové regály, policové systémy, uzamykateľné panely, kancelársky nábytok, garážové brány a priemyselné ohrádky sú vyrábané z farebne lakovaného oceľového zvitku vo veľkých objemoch. V týchto aplikáciách je primárnou hnacou silou nákladová efektívnosť a štandardné polyesterové nátery na galvanizovanom substráte Z100–Z140 sú zvyčajne dostatočné. Konzistencia farieb a kvalita povrchu sú dôležité tam, kde budú hotové výrobky viditeľné v maloobchodnom alebo kancelárskom prostredí.
Dva dominantné typy substrátov pre farebne potiahnuté oceľové zvitky – PPGI (vopred natreté galvanizované železo, pozinkované) a PPGL (predfarbený galval, hliník-zinok) – si kupujúci často zamieňajú alebo ich používajú zameniteľne, ale majú výrazne odlišné profily výkonu, ktoré by mali riadiť výber substrátu.
| Nehnuteľnosť | PPGI (galvanizované) | PPGL (Galvalume / AZ) |
| Kovová náterová kompozícia | Čistý zinok (99% Zn) | 55 % Al, 43,5 % Zn, 1,5 % Si |
| Odolnosť proti korózii plochého povrchu | Dobre | Výborná (2–4× lepšia ako GI) |
| Špičková odolnosť proti korózii | Vynikajúca (ochrana obetného zinku) | Mierne (menej obetavá činnosť) |
| Tepelná odolnosť | Mierne (zinok sa topí pri 420 °C) | Dobre (Al content raises resistance) |
| Tvarovateľnosť | velmi dobre | Dobre (slightly less ductile) |
| Relatívna cena | Nižšia | O niečo vyššie |
| Najlepšie sa hodí pre | Spotrebiče, všeobecná konštrukcia, interiérové použitie | Strešná krytina s dlhou životnosťou, prímorské a agresívne prostredie |
Pre väčšinu exteriérových strešných a obkladových aplikácií s dlhou životnosťou – najmä v pobrežných, priemyselných alebo tropických prostrediach – je PPGL preferovaným substrátom vďaka svojej výrazne lepšej celkovej odolnosti voči korózii. Tam, kde sú profilované plechy rezané na požadovanú dĺžku na mieste a ochrana rezných hrán je prvoradým záujmom, poskytuje PPGI obetavý účinok zinku. Na mnohých trhoch sú oba typy substrátov ponúkané v rovnakom náterovom systéme a farebnom rozsahu, takže výber je jednoduchým rozhodnutím o výkone a nákladoch na základe špecifického prostredia expozície.
Vopred natreté oceľové zvitky sú náchylné na niekoľko foriem poškodenia počas skladovania a manipulácie, ktorým sa dá úplne predísť správnymi postupmi. Poškodenie v tejto fáze je často nezvratné a vedie k nákladnému odmietnutiu materiálu alebo zníženiu výkonu služby.

Vďaka vysokému antikoróznemu výkonu sú obľúbené v stavebn...
PPGI / PPGL COIL celý názov je prefarbený pozinkovaný / g...
Prístav: Zhejiang, Čína Výhody našej vopred lakovanej ...

APLIKÁCIA PPGI Konštrukcia: Vonku: Dielňa, poľnohospod...




