Summary: V farebná oceľová cievka výrobnom procese môže substrát prechádzať pecou na pečenie maximálnou rýchlosťo...
V
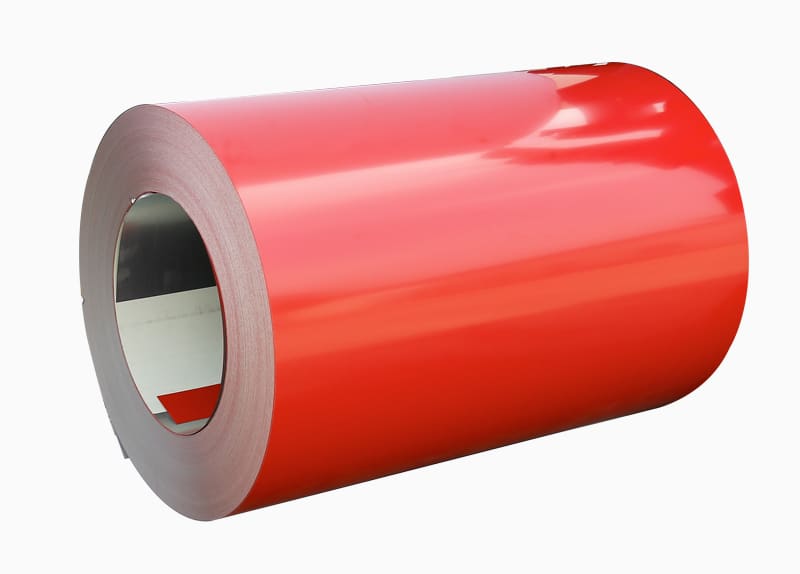
farebná oceľová cievka výrobnom procese môže substrát prechádzať pecou na pečenie maximálnou rýchlosťou 140 m/min. Aby sa zabezpečila uspokojivá doba vytvrdzovania, dĺžka pece na pečenie je spravidla 30-50 m. Po natretí podkladu sa na oboch stranách nanesú mokré náterové filmy. Aby bol substrát zavesený cez dutinu pece, existujú vo všeobecnosti dva typy pecí: vzduchové plávajúce a závesné.
Typ s plávajúcim vzduchom využíva prúdenie vzduchu smerom hore v peci na držanie substrátu; závesný typ využíva napätie generované napínacími valcami pred a za pásom na riadenie polohy pásu v peci. Kvôli veľkej vzdialenosti bude mať substrát určitý stupeň priehybu. Dutina pece musí byť navrhnutá ako typ s reverzným oblúkom. Farebná lakovacia jednotka sa vo všeobecnosti ohrieva horúcim vzduchom a existuje aj spôsob ohrevu výfukových plynov zo spaľovania plynov. Teplota v peci je rozdelená na 4 ~ 5 oblastí na reguláciu, takže teplotná krivka v peci sa dá meniť podľa požiadaviek použitej farby.
Na vytvrdzovanie povlaku sú teraz k dispozícii dva spôsoby ohrevu, lineárny a zakrivený. Lineárny typ sa týka spôsobu vytvrdzovania, pri ktorom sú teploty pece 4 až 5 oblastí pece úplne konzistentné; zakrivený typ sa týka spôsobu riadenia vytvrdzovania farby rôznymi teplotami v 4 až 5 oblastiach v peci. Napríklad dĺžka pece je 50 m, rýchlosť jednotky je 120 m/min a pásová oceľ s hrúbkou 0,5 mm sa môže ohrievať pri rovnakej teplote pece 310 °C, 310 °C, Je možné použiť 310 °C, 310 °C a 310 °C alebo 210 °C. , 260 ℃, 330 ℃, 350 ℃, 320 ℃ 5 rôznych kriviek teploty pece na ohrev. Najlepšie požiadavky na teplotnú krivku každej jednotky pre každý náter sú určené praxou.