- č.8,zaolínová cesta,
ulica longxiang,
tongxiang, zhejiang, Čína - +86 573 89381086[email protected]
- sťahovanieBrožúry PDF
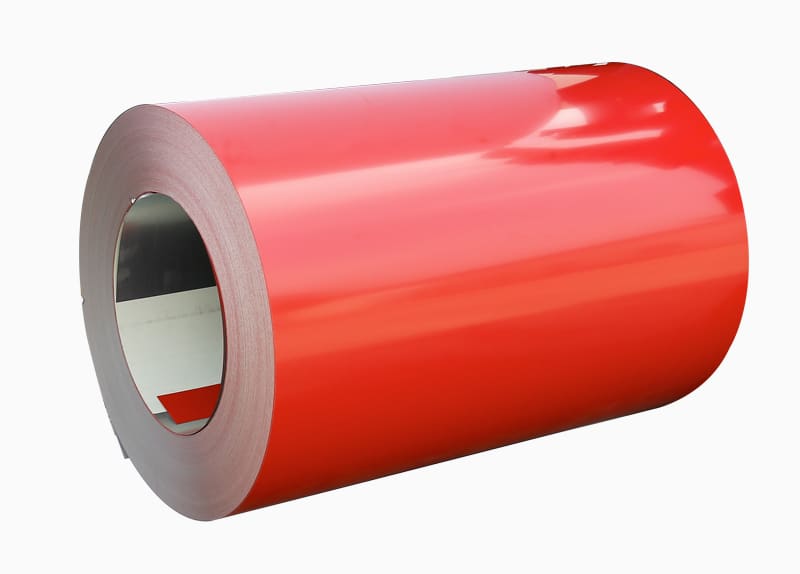
Oceľové zvitky valcované za tepla sú jednou z najpoužívanejších foriem ocele v modernej výrobe a konštrukcii. Tieto veľké kotúče oceľového plechu sa vyrábajú procesom vysokoteplotného valcovania, ktorý vytvára všestranný materiál vhodný na všetko od stavebných konštrukcií až po rámy automobilov. Ak pracujete v stavebníctve, výrobe alebo výrobe kovov, pochopenie oceľových zvitkov valcovaných za tepla vám môže pomôcť lepšie si vybrať materiál, kontrolovať náklady a dosiahnuť vynikajúce výsledky vo vašich projektoch.
Oceľové zvitky valcované za tepla sú vytvorené prostredníctvom výrobného procesu, ktorý premieňa surovú oceľ na ploché, flexibilné plechy navinuté do masívnych zvitkov. Označenie "valcované za tepla" sa vzťahuje na teplotu, pri ktorej sa oceľ spracováva - nad jej rekryštalizačnou teplotou, zvyčajne nad 1700 °F. Toto vysokotepelné spracovanie dodáva oceli valcovanej za tepla jej charakteristické vlastnosti a odlišuje ju od alternatív valcovaných za studena.
Výrobná cesta sa začína v oceliarni, kde sa suroviny vrátane železnej rudy, uhlia a vápenca tavia vo vysokých peciach a vytvárajú roztavenú oceľ. Tento tekutý kov sa potom odlieva do veľkých obdĺžnikových dosiek nazývaných bloky alebo predvalky. Tieto polotovary môžu vážiť niekoľko ton a slúžia ako východiskový bod pre proces valcovania za tepla.
Keď sa dosky vytvoria, znova sa zohrejú v špecializovaných peciach na teploty presahujúce 2000 °F, kým nežiaria jasne oranžovou alebo žltou farbou. Toto extrémne teplo robí oceľ tvárnou a pripravenou na valcovanie. Zahriate dosky potom prechádzajú sériou masívnych valcovacích tratí, ktoré postupne zmenšujú hrúbku a zároveň zväčšujú dĺžku. Predstavte si to ako rozvaľkanie cesta – každý prechod cez valčeky robí oceľ tenšou a dlhšou.
Keď oceľ prechádza viacerými valcovacími stolicami, vysokotlakové valce ju stláčajú a tvarujú do postupne tenších plechov. Počet prechodov a aplikovaný tlak určujú konečnú hrúbku zvitku. Moderné mlyny používajú počítačové ovládanie na udržanie presných tolerancií hrúbky po celej dĺžke cievky, ktorá sa môže natiahnuť na stovky stôp.
Po dosiahnutí požadovanej hrúbky prechádza horúci oceľový plech chladiacimi lôžkami alebo vodnými sprejmi, aby sa teplota riadeným spôsobom znížila. Tento proces ochladzovania ovplyvňuje konečné mechanické vlastnosti ocele a štruktúru zŕn. Nakoniec sa ochladená oceľ navíja do pevných zvitkov pomocou špecializovaného navíjacieho zariadenia. Tieto hotové zvitky môžu vážiť od 10 do 30 ton a merať 3 až 6 stôp na šírku, pripravené na odoslanie výrobcom a spracovateľom po celom svete.
Oceľové zvitky valcované za tepla majú odlišné fyzikálne a mechanické vlastnosti, ktoré priamo vyplývajú z ich vysokoteplotného spracovania. Pochopenie týchto charakteristík vám pomôže určiť, kedy je oceľ valcovaná za tepla tou správnou voľbou pre vašu aplikáciu.
Povrchová úprava ocele valcovanej za tepla je jednou z jej najznámejších vlastností. Pretože sa oceľ spracováva pri vysokých teplotách, počas chladenia sa na povrchu vytvára vrstva oxidov železa. Táto stupnica dodáva oceli valcovanej za tepla jej charakteristický drsný, mierne jamkovitý vzhľad a tmavosivú farbu. Zatiaľ čo niektoré aplikácie vyžadujú odstránenie tohto vodného kameňa morením alebo otryskaním, mnohé použitia zahŕňajú túto priemyselnú povrchovú úpravu tak, ako je.
Rozmerové tolerancie ocele valcovanej za tepla sú vo všeobecnosti voľnejšie ako alternatívy valcovanej za studena. Vďaka vysokoteplotnému spracovaniu je náročné udržiavať extrémne tesné špecifikácie hrúbky a šírky. Typické tolerancie hrúbky sa pohybujú od ±0,030 do ±0,060 palca v závislosti od hrúbky a triedy materiálu. Pre aplikácie vyžadujúce presné rozmery môže byť potrebná oceľ valcovaná za studena alebo dodatočné spracovanie.
Mechanické vlastnosti ocele valcovanej za tepla zahŕňajú dobrú ťažnosť a tvárnosť, vďaka čomu je vhodná na ohýbanie, razenie a iné výrobné procesy. Materiál vykazuje strednú pevnosť v ťahu typicky v rozsahu od 400 do 550 MPa v závislosti od konkrétnej triedy. Medza klzu sa mení podobne na základe zloženia a parametrov spracovania. Vďaka týmto vlastnostiam sú zvitky valcované za tepla ideálne pre štrukturálne aplikácie, kde je nevyhnutná vysoká pevnosť v kombinácii so spracovateľnosťou.
Vnútorné pnutie ocele valcovanej za tepla je minimálne, pretože materiál sa po spracovaní prirodzene ochladzuje bez dodatočného spracovania za studena. Tento stav bez napätia spôsobuje, že oceľ valcovaná za tepla je menej náchylná na deformáciu alebo pruženie počas výroby, čo je významná výhoda pri formovaní veľkých dielov alebo zložitých tvarov.
Oceľové zvitky valcované za tepla sú dostupné v mnohých stupňoch a špecifikáciách navrhnutých pre rôzne aplikácie a výkonnostné požiadavky. Výber vhodnej triedy zabezpečuje, že váš projekt spĺňa štrukturálne, tvarovateľné a nákladové ciele.
| Označenie stupňa | Primárne charakteristiky | Typické aplikácie |
| A36 | Všeobecná konštrukčná oceľ, dobrá zvárateľnosť, výťažnosť 36 ksi | Budovy, mosty, všeobecná výroba |
| ASTM A1011 | Plechy z uhlíkovej ocele valcované za tepla, rôzne úrovne pevnosti | Automobilové diely, spotrebiče, kovové konštrukcie |
| HSLA (A572) | Nízkolegovaná s vysokou pevnosťou, výťažnosť 50-65 ksi, zlepšená húževnatosť | Ťažké zariadenia, tlakové nádoby, konštrukčné podpery |
| SS stupeň 40 | Štrukturálna kvalita, minimálny výnos 40 ksi, ekonomický stupeň | Rámovanie, nekritické konštrukčné komponenty |
| CS typ B | Obchodná kvalita, stredná tvarovateľnosť | Regály, skrine, ľahké aplikácie |
| DDS (Kvalita kresby) | Vynikajúca tvarovateľnosť pre operácie hlbokého ťahania | Panely karosérie automobilov, zložité tvarované diely |
Okrem týchto štandardných tried slúžia špecializované zvitky valcované za tepla špecifickým potrebám priemyslu. Ocele odolné voči poveternostným vplyvom, ako je A588, vytvárajú ochrannú koróziu patinu, ktorá eliminuje potrebu náteru pri vonkajších aplikáciách. Triedy odolné voči oderu, ako sú AR400 alebo AR500, poskytujú výnimočnú tvrdosť pre aplikácie, ako sú sklápače alebo banské zariadenia, kde je kritická odolnosť proti opotrebovaniu.
Rozsahy hrúbok zvitkov valcovaných za tepla sa zvyčajne pohybujú od 0,050 palca (1,27 mm) do 0,500 palca (12,7 mm) alebo viac, hoci najbežnejší rozsah spadá medzi 0,075 a 0,250 palca. Tenšie meradlá ponúkajú lepšiu tvarovateľnosť, zatiaľ čo hrubšie materiály poskytujú väčšiu štrukturálnu kapacitu. Šírka sa pohybuje od 24 palcov do viac ako 72 palcov, pričom 48 a 60 palcov sú štandardné veľkosti, ktoré minimalizujú odpad v mnohých aplikáciách.
Voľba medzi oceľovými zvitkami valcovanými za tepla a za studena predstavuje jedno z najzákladnejších rozhodnutí pri výbere kovu. Každá metóda spracovania vytvára odlišné vlastnosti, ktoré vyhovujú rôznym aplikáciám, a pochopenie týchto rozdielov zabraňuje nákladným chybám v špecifikácii materiálu.
Teplota počas spracovania je hlavným rozdielom. Oceľ valcovaná za tepla sa tvaruje pri teplotách nad 1700 °F, zatiaľ čo materiál zostáva v zmäkčenom stave. Oceľ valcovaná za studena sa naopak spracováva pri izbovej teplote po spustení so zvitkami valcovanými za tepla. Toto opracovanie za studena vytvrdzuje oceľ deformačným kalením a umožňuje prísnejšiu kontrolu rozmerov.
Kvalita povrchovej úpravy sa medzi nimi výrazne líši. Oceľ valcovaná za tepla sa vyznačuje drsným, šupinatým povrchom vytvoreným vysokoteplotnou oxidáciou. Oceľ valcovaná za studena má hladký, čistý povrch s jasným vzhľadom, pretože vodný kameň sa počas spracovania odstraňuje a materiál prechádza dodatočnými dokončovacími krokmi. Ak vaša aplikácia vyžaduje lakovanie, pokovovanie alebo leštený vzhľad, oceľ valcovaná za studena poskytuje lepší štartovací povrch.
Rozmerová presnosť výrazne uprednostňuje výrobky valcované za studena. Spracovanie pri izbovej teplote umožňuje výrobcom dodržiavať oveľa užšie tolerancie s odchýlkami hrúbky len ±0,005 palca v porovnaní s ±0,030 palca alebo viac pre valcované za tepla. Aplikácie vyžadujúce presné lícovanie, konzistentné polomery ohybu alebo jednotný vzhľad ťažia z vynikajúcej kontroly rozmerov ocele valcovanej za studena.
Úvahy o nákladoch vo všeobecnosti uprednostňujú oceľ valcovanú za tepla, pretože si vyžaduje menej spracovateľských krokov a menej energie na výrobu. Zvitky valcované za tepla zvyčajne stoja o 10 až 20 % menej ako ekvivalentný materiál valcovaný za studena. Pre veľké konštrukčné projekty, kde povrchová úprava a tesné tolerancie nie sú rozhodujúce, oceľ valcovaná za tepla prináša značné úspory nákladov bez obetovania výkonu.
Charakteristiky pevnosti a tvrdosti sa líšia v závislosti od spôsobu spracovania. Oceľ valcovaná za studena je tvrdšia a pevnejšia ako oceľ valcovaná za tepla tej istej triedy kvôli mechanickému vytvrdzovaniu počas spracovania za studena. Táto zvýšená pevnosť však prichádza so zníženou ťažnosťou, vďaka čomu je oceľ valcovaná za studena náchylnejšia na praskanie počas náročných operácií tvárnenia. Kombinácia strednej pevnosti a vynikajúcej ťažnosti ocele valcovanej za tepla ju robí ideálnou pre aplikácie zahŕňajúce výrazné tvarovanie alebo ohýbanie.
Oceľové zvitky valcované za tepla slúžia ako základné suroviny prakticky v každom priemyselnom sektore. Vďaka ich všestrannosti, sile a nákladovej efektívnosti sú nepostrádateľné pre nespočetné množstvo aplikácií od rozsiahlych infraštruktúrnych projektov až po produkty každodennej spotreby.
Stavebný priemysel predstavuje najväčšieho spotrebiteľa oceľových zvitkov valcovaných za tepla. Konštrukčná oceľ pre budovy, mosty a infraštruktúru sa vo veľkej miere spolieha na výrobky valcované za tepla. Výrobcovia kovových budov premieňajú za tepla valcované zvitky na stenové panely, strešné krytiny a konštrukčné rámové prvky. Vysoký pomer pevnosti a hmotnosti materiálu umožňuje inžinierom navrhovať efektívne konštrukcie, ktoré minimalizujú spotrebu materiálu a zároveň spĺňajú požiadavky na zaťaženie. Výstužné materiály, nosné nosníky a základové komponenty, všetky bežne začínajú ako zvitky valcované za tepla.
Automobilová výroba spotrebuje obrovské množstvo za tepla valcovanej ocele na rámy vozidiel, komponenty podvozkov a konštrukčné výstuže. Zatiaľ čo vonkajšie panely karosérie zvyčajne používajú na kvalitu povrchu za studena valcovanú alebo potiahnutú oceľ, základná konštrukcia väčšiny vozidiel obsahuje oceľ valcovanú za tepla pre jej pevnosť a tvárnosť. Rámy nákladných vozidiel, priečniky a komponenty zavesenia ťažia najmä z kombinácie húževnatosti a nákladovej efektívnosti ocele valcovanej za tepla.
Výroba rúr a rúrok začína zvitkami valcovanými za tepla, ktoré sa rozrežú na pásy a potom sa formujú do okrúhlych alebo tvarovaných profilov. Procesy výroby zváraných aj bezšvíkových rúr využívajú ako surovinu oceľ valcovanú za tepla. Ropovody a plynovody, konštrukčné rúrky, mechanické rúrky a nespočetné množstvo ďalších rúrkových produktov majú svoj pôvod v za tepla valcovanej zvitkovej oceli.
Výrobcovia ťažkých zariadení a strojov sa spoliehajú na oceľ valcovanú za tepla pri všetkom od buldozérových radlíc až po rámy poľnohospodárskych nástrojov. Materiál odolá zneužívaniu zariadení na zemné práce, banských strojov a zariadení priemyselnej výroby. Za tepla valcované druhy odolné voči opotrebovaniu vynikajú najmä v aplikáciách zahŕňajúcich náraz, oder alebo veľké zaťaženie.
Zatiaľ čo oceľové zvitky valcované za tepla môžu byť použité vo valcovanom stave pre mnohé aplikácie, rôzne povrchové úpravy zlepšujú výkon, vzhľad alebo odolnosť proti korózii. Pochopenie týchto možností vám pomôže určiť správnu prípravu povrchu pre vaše špecifické požiadavky.
Morenie odstraňuje okoviny z ocele valcovanej za tepla cez chemický kúpeľ, zvyčajne s použitím kyseliny chlorovodíkovej alebo sírovej. Tento proces odhaľuje čistú oceľ zospodu a vytvára šedý matný povrch bez oxidácie. Po morení dostane oceľ ľahký olejový náter, aby sa zabránilo hrdzi počas skladovania a prepravy. Morená a olejovaná oceľ valcovaná za tepla, často nazývaná HRPO, poskytuje vynikajúci povrch na zváranie, lakovanie alebo ďalšie spracovanie. Stojí o niečo viac ako štandardná za tepla valcovaná oceľ, ale podstatne menej ako oceľ valcovaná za studena, pričom ponúka čistejší štartovací povrch.
Zvitky valcované za tepla môžu byť galvanizované ponorením do roztaveného zinku, aby sa vytvoril ochranný povlak. Táto galvanizovaná oceľ valcovaná za tepla, často nazývaná ako galvanealed, keď je tepelne upravená po povrchovej úprave, poskytuje vynikajúcu odolnosť proti korózii pre vonkajšie aplikácie. Zinkový povlak sa obetuje na ochranu podkladovej ocele pred hrdzou a oxidáciou. Pozinkované zvitky valcované za tepla sú obľúbené pre strešné krytiny, obklady, potrubia a akékoľvek aplikácie vystavené poveternostným vplyvom alebo vlhkosti.
Mechanické odstraňovanie okovín otryskaním využíva vysokorýchlostné oceľové alebo keramické častice na fyzické odstránenie okoviny a vytvorenie štruktúrovaného profilu povrchu. Toto ošetrenie pripravuje oceľ na nátery tým, že poskytuje zdrsnený povrch, ktorý zlepšuje priľnavosť farby. Tryskanie je bežné pre konštrukčnú oceľ, ktorá bude lakovaná v teréne alebo pre aplikácie vyžadujúce špecifické parametre drsnosti povrchu.
Mnoho výrobcov nanáša farbu alebo práškový náter na oceľové diely valcované za tepla po výrobe. Správna príprava povrchu vrátane čistenia, odmasťovania a niekedy aj nanášania konverzných náterov zaisťuje dobrú priľnavosť farby a dlhodobú ochranu proti korózii. Práškové lakovanie sa stáva čoraz obľúbenejším pre svoju odolnosť, ekologické výhody a široký výber farieb.
Nákup oceľových zvitkov valcovaných za tepla vyžaduje pochopenie dynamiky trhu, cenových mechanizmov a praktickej logistiky, ktoré ovplyvňujú vaše celkové obstarávacie náklady. Inteligentné nákupné stratégie môžu generovať značné úspory a zároveň zabezpečiť dostupnosť materiálu, keď ho potrebujete.
Ceny základných kovov neustále kolíšu v závislosti od globálnej ponuky a dopytu, nákladov na suroviny a ekonomických podmienok. Ceny ocele sa zvyčajne uvádzajú za tonu alebo sto hmotnosti (cwt) a líšia sa podľa regiónu, závodu a aktuálnych trhových podmienok. Medzi hlavné faktory ovplyvňujúce ceny patria náklady na železnú rudu, ceny energií, dostupnosť kovového šrotu a medzinárodné obchodné politiky vrátane ciel a kvót.
Extra a príplatky pridávajú k základnej cene a môžu výrazne ovplyvniť celkové náklady. Bežné príplatky zahŕňajú zliatinové príplatky za špecifické chemické zloženie, veľkostné príplatky pre neštandardné šírky alebo hrúbky, množstevné príplatky pre malé objednávky a príplatky za spracovanie pre špeciálne povrchové úpravy. Niektoré závody tiež uplatňujú palivové príplatky, prepravné alebo iné poplatky, ktoré sa líšia podľa trhových podmienok. Vždy si vyžiadajte položkové ceny, ktoré rozdeľujú tieto komponenty, aby ste mohli presne porovnávať cenové ponuky.
Množstvo objednávky dramaticky ovplyvňuje jednotkovú cenu. Oceliarne uprednostňujú výrobu veľkých sérií rovnakej špecifikácie, aby maximalizovali efektivitu, takže malé objednávky majú zvyčajne prémiové ceny. Body zlomu sa líšia v závislosti od výrobného závodu, ale objednávky 20-40 ton alebo viac sa vo všeobecnosti kvalifikujú na lepšie ceny ako menšie množstvá. Vyváženie množstevných zliav oproti nákladom na skladovanie a riziku zastarania – nákup väčšieho množstva, ako dokážete použiť v primeranom časovom rámci, môže negovať zjavné úspory.
Dodacie lehoty sa líšia v závislosti od toho, či objednávate priamo do mlyna alebo zo servisného strediska. Priame objednávky vo výrobe zvyčajne vyžadujú 6-12 týždňov na výrobu a dodanie, zatiaľ čo servisné strediská majú na sklade bežné veľkosti pre okamžitú dostupnosť. Servisné strediská pridávajú prirážku k cenám mlynov, ale poskytujú hodnotné služby vrátane rezania na dĺžku, rezania a menších minimálnych množstiev.
Každá zo stratégií zmluvy verzus spotový nákup ponúka výhody. Dlhodobé zmluvy uzamykajú cenotvorbu pre viaceré dodávky v priebehu mesiacov alebo rokov, čím chránia pred cenovými výkyvmi, ale potenciálne premeškajú príležitosti, keď ceny klesnú. Spotový nákup poskytuje flexibilitu pri časových nákupoch počas priaznivých trhov, ale vystavuje vás kolísaniu cien. Mnoho spoločností používa hybridné prístupy, pričom uzatvárajú zmluvy pre základné potreby, zatiaľ čo na mieste nakupujú pre variabilný dopyt.
Správne skladovanie a manipulácia s oceľovými zvitkami valcovanými za tepla chráni vašu investíciu a zaisťuje, že materiál zostane v dobrom stave až do použitia. Tieto masívne, ťažké predmety vyžadujú špecifické opatrenia, aby sa zabránilo poškodeniu, zraneniu a zníženiu kvality.
Skladovanie cievok vyžaduje primeraný priestor a správne nosné konštrukcie. Zvitky skladujte vo zvislej polohe na drevených alebo kovových sedlách, ktoré rovnomerne rozložia hmotnosť a zabránia bodovému zaťaženiu, ktoré by mohlo cievku zdeformovať. Zvitky nikdy neukladajte vodorovne, pretože váha môže spôsobiť trvalé rozdrvenie vnútorných obalov. Udržujte aspoň 6 palcov voľného priestoru medzi zemou a dnom cievky, aby ste zabránili hromadeniu vlhkosti a tvorbe hrdze. Ideálne je skladovanie v interiéri, ale ak je potrebné skladovanie vonku, prikryte zvitky vodotesnými plachtami a zároveň umožnite cirkuláciu vzduchu, aby sa zabránilo kondenzácii.
Kontrola prostredia zabraňuje korózii a problémom s kvalitou. Holý povrch ocele valcovanej za tepla je náchylný na hrdzu, keď je vystavený vlhkosti. Ak je to možné, udržiavajte v skladovacích priestoroch vlhkosť pod 50 % a zabezpečte dobré vetranie, aby sa zabránilo kondenzácii. Dokonca aj na olejom potiahnutých zvitkoch môže vzniknúť hrdza, ak sú dlhší čas skladované vo vlhkých podmienkach. Niektoré prevádzky používajú odvlhčovače alebo prísady inhibujúce koróziu v skladovacích priestoroch, kde sa manipuluje s kritickými materiálmi.
Bezpečné manipulačné postupy sú nevyhnutné vzhľadom na hmotnosť a veľkosť oceľových zvitkov. Typická cievka váži 15 až 30 ton, čo si vyžaduje mostové žeriavy, zdvíhače cievok alebo špeciálne vybavenie na pohyb. Nikdy nepoužívajte tlmivky alebo popruhy, ktoré by mohli poškodiť okraje cievky alebo spôsobiť neočakávaný posun záťaže. Uchopovače cievok alebo C-háky navrhnuté špeciálne na manipuláciu s cievkami poskytujú najbezpečnejšiu metódu zdvíhania. Uistite sa, že všetky zdvíhacie zariadenia sú dimenzované na hmotnosť cievky s primeranými bezpečnostnými faktormi.
Konverzia oceľových zvitkov valcovaných za tepla na hotové výrobky zahŕňa rôzne výrobné procesy, z ktorých každý má špecifické požiadavky na dosiahnutie optimálnych výsledkov. Pochopenie toho, ako sa oceľ valcovaná za tepla správa počas rôznych operácií, vám pomôže naplánovať efektívnu výrobu a vyhnúť sa bežným problémom.
Rezanie transformuje hlavné cievky na užšie šírky pre špecifické aplikácie. Vysokorýchlostné deliace linky používajú kruhové nože na pozdĺžne rezanie zvitkov pri prevíjaní materiálu na viacero menších zvitkov. Kvalita hrán závisí od ostrosti čepele a správneho nastavenia – tupé čepele vytvárajú otrepy, ktoré vyžadujú sekundárne operácie odihlovania. Oceľový kotol valcovaný za tepla môže urýchliť opotrebovanie čepele, takže pri veľkoobjemovom rezaní môže byť potrebná častá výmena čepele alebo nástroje z tvrdokovu.
Rezanie na dĺžku premení zvitok na ploché listy špecifikovaných rozmerov. Linky narezané na dĺžku odvíjajú, vyrovnávajú a strihajú materiál na listy, ktoré sa stohujú pre ľahkú manipuláciu a ďalšie spracovanie. Vnútorné napätie ocele valcovanej za tepla je minimálne, takže narezané plechy vo všeobecnosti ležia naplocho bez nadmerného zvlnenia alebo prehnutia. Avšak drsný povrch môže byť abrazívny pre podávacie valce a zarovnávacie zariadenia, čo si vyžaduje častejšiu údržbu ako spracovanie valcovaním za studena.
Operácie tvárnenia vrátane ohýbania, razenia a valcovania dobre fungujú s oceľou valcovanou za tepla vďaka jej vynikajúcej ťažnosti. Mäkkosť materiálu v porovnaní s oceľou valcovanou za studena znižuje tvárniace sily a opotrebovanie nástroja. Hrubá povrchová úprava však môže ovplyvniť vzhľad vo viditeľných oblastiach a môže spôsobiť škvrny alebo zárezy. Odpruženie je vo všeobecnosti menej problematické pri oceli valcovanej za tepla ako pri valcovaní za studena, čo zjednodušuje výpočty uhla ohybu.
Zváranie ocele valcovanej za tepla prebieha hladko pri väčšine bežných zváracích procesov vrátane MIG, TIG, tyčového zvárania a zváracieho jadra. Povrchové okoviny by sa mali odstrániť z oblastí zvarov brúsením, drôtenou kefou alebo morením, aby sa zabezpečili zdravé zvary. Chemické zloženie ocele valcovanej za tepla je zvyčajne jednoduché bez vysokého obsahu zliatin, vďaka čomu je vhodná pre zváranie štandardnými postupmi. Pre hrubé profily alebo druhy s vysokým obsahom uhlíka môže byť potrebné predhriatie, aby sa zabránilo praskaniu.
Charakteristiky obrábania ocele valcovanej za tepla patria medzi voľne obrábateľné druhy a ťažkoobrobiteľné zliatiny. Materiál sa pomerne dobre reže nástrojmi z karbidu alebo rýchloreznej ocele. Drsný povrch a potenciálne okuje môžu otupiť rezné nástroje rýchlejšie ako obrábanie morených alebo za studena valcovaných materiálov. Očakávajte strednú životnosť nástroja a podľa toho plánujte zmeny nástroja pri veľkoobjemových obrábacích operáciách.
Zabezpečenie, aby oceľové zvitky valcované za tepla spĺňali špecifikácie, si vyžaduje systematickú kontrolu kvality počas výroby a po prijatí. Tieto testovacie a kontrolné metódy overujú vlastnosti materiálu a identifikujú chyby skôr, ako spôsobia problémy pri výrobe alebo servise.
Analýza chemického zloženia potvrdzuje, že oceľ spĺňa špecifikácie kvality pre obsah uhlíka, mangánu, síry, fosforu a ďalších legujúcich prvkov. Mlyny zvyčajne vykonávajú spektroskopickú analýzu počas výroby a poskytujú certifikované správy o testoch mlynov dokumentujúce zloženie. Keď kritické aplikácie vyžadujú overenie, potvrdenie poskytne nezávislé laboratórne testovanie pomocou optickej emisnej spektroskopie alebo röntgenovej fluorescencie.
Testovanie mechanických vlastností hodnotí pevnosť v ťahu, medzu klzu a predĺženie prostredníctvom štandardizovaných postupov. Skúšobné vzorky vyrezané zo vzoriek zvitkov sa podrobujú skúške ťahom na meranie týchto vlastností. Výsledky musia spadať do určených rozsahov pre daný stupeň. Testovanie tvrdosti pomocou metód Rockwell alebo Brinell poskytuje rýchlu kontrolu relatívnej pevnosti a konzistencie na cievke.
Rozmerová kontrola overuje, či hrúbka, šírka a rovinnosť spĺňajú tolerancie. Hrúbkomery merajú vo viacerých bodoch po celej šírke, aby zistili vyklenutie alebo stenčenie hrán. Merania šírky potvrdzujú, že cievka zodpovedá objednaným rozmerom. Rovinnosť sa môže posúdiť vizuálne alebo pomocou špecializovaného zariadenia, ak je to kritické. Kontrola stavu hrán kontroluje trhliny, praskliny alebo nadmerné zvlnenie, ktoré by mohli spôsobiť problémy so spracovaním.
Kontrola kvality povrchu identifikuje chyby, ako je strata vodného kameňa, ryhy, škrabance alebo hrdza, ktoré môžu ovplyvniť hotový výrobok. Zatiaľ čo oceľ valcovaná za tepla má vo svojej podstate drsný povrch, nadmerné chyby presahujúce normálnu veľkosť valcovne sú neprijateľné. Kontrola zvyčajne prebieha počas odvíjania alebo prvého spracovania, keď je možné preskúmať celý povrch. Závažné chyby môžu vyžadovať odmietnutie alebo úpravu ceny.
Certifikácie mlynov a dokumentácia vysledovateľnosti poskytujú základné záznamy o kvalite. Certifikované správy o skúške valcovne podrobne uvádzajú chemické zloženie, mechanické vlastnosti a skúšobné postupy pre každú cievku alebo výrobnú dávku. Udržiavanie týchto dokumentov podporuje systémy kvality, požiadavky zákazníkov a dodržiavanie predpisov. Tepelné čísla vyrazené alebo namaľované na zvitkoch umožňujú spätné sledovanie materiálu ku konkrétnym výrobným šaržám, ak sa vyskytnú problémy.
Oceľové zvitky valcované za tepla sa podieľajú na jednom z najúspešnejších recyklačných ekosystémov vo výrobe. Pochopenie environmentálnych aspektov výroby a recyklácie ocele pomáha spoločnostiam plniť ciele udržateľnosti a zároveň potenciálne znižovať náklady.
Oceľ je nekonečne recyklovateľná bez zhoršenia kvality, čo znamená, že oceľový šrot možno pretavovať a pretvárať na nové produkty donekonečna. Približne 90 % ocele používanej v stavebníctve a automobilovom priemysle sa nakoniec skôr recykluje ako skládkuje. Táto výnimočná miera recyklácie robí z ocele jeden z najekologickejšie dostupných konštrukčných materiálov.
Moderné oceliarne využívajú pri výrobe významný podiel recyklovaného materiálu. Mlyny v elektrických oblúkových peciach (EAF) môžu vyrábať oceľ z takmer 100 % vstupného šrotu, zatiaľ čo integrované mlyny využívajúce vysoké pece zvyčajne obsahujú 25 – 40 % šrotu spolu s panenskou železnou rudou. Tento recyklovaný obsah znižuje spotrebu energie, emisie skleníkových plynov a ťažbu prírodných zdrojov v porovnaní s výrobou ocele výlučne zo surovín.
Energetická účinnosť pri valcovaní za tepla sa vďaka technologickému pokroku podstatne zlepšila. Systémy rekuperácie tepla zachytávajú odpadové teplo z procesov valcovania a chladenia. Počítačom riadené operácie optimalizujú teplotné profily a plány valcovania, aby sa minimalizovala spotreba energie. Moderné závody spotrebujú približne o 50 % menej energie na tonu vyrobenej ocele v porovnaní s prevádzkami spred niekoľkých desaťročí.
Plánovanie konca životnosti by malo zvážiť, ako sa budú za tepla valcované oceľové výrobky recyklovať. Dizajn pre princípy demontáže uľahčujú oddelenie oceľových komponentov od iných materiálov počas demolácie alebo šrotovania. Vyhýbanie sa kompozitným materiálom, ktoré sa ťažko separujú, zvyšuje mieru recyklácie. Výber farby a náteru môže tiež ovplyvniť recyklovateľnosť – niektoré nátery recykláciu komplikujú, zatiaľ čo iné majú minimálny vplyv.
Správa šrotu počas výroby obnovuje cenný materiál a znižuje náklady na likvidáciu odpadu. Odrezané kusy, odmietnuté diely a šrot zo spracovania majú hodnotu pre predajcov šrotu. Usporiadanie šrotu podľa triedy a jeho udržanie bez kontaminácie maximalizuje hodnotu. Mnoho výrobcov vytvára značné príjmy z predaja šrotu, ktoré kompenzujú náklady na suroviny.
Oceliarsky priemysel valcovaný za tepla sa naďalej vyvíja prostredníctvom technologických inovácií, meniacich sa požiadaviek trhu a iniciatív v oblasti udržateľnosti. Zostať si vedomý týchto trendov pomáha výrobcom predvídať zmeny a využívať nové príležitosti.
Pokročilé triedy vysokopevnostnej ocele (AHSS) sa rozširujú nad rámec aplikácií valcovaných za studena na výrobky valcované za tepla. Tieto špecializované ocele dosahujú vyššiu pevnosť pri nižšej hmotnosti starostlivým legovaním a tepelným spracovaním. Tretia generácia AHSS kombinuje výnimočnú pevnosť so zlepšenou tvarovateľnosťou, čo umožňuje ľahšie konštrukcie, ktoré zachovávajú alebo zlepšujú bezpečnosť a odolnosť. Automobilové a stavebné aplikácie čoraz viac špecifikujú tieto materiály, aby splnili ciele zníženia hmotnosti a výkonu.
Digitálna transformácia a technológie Industry 4.0 prinášajú revolúciu do výroby ocele. Monitorovacie systémy v reálnom čase sledujú každý aspekt valcovacích operácií a umožňujú okamžité úpravy na udržanie kvality. Algoritmy prediktívnej údržby predvídajú poruchy zariadenia skôr, ako k nim dôjde, čím sa skracujú prestoje. Umelá inteligencia optimalizuje plány valcovania, predpovedá vlastnosti materiálu a zlepšuje výnos. Tieto technológie zvyšujú produktivitu a zároveň zlepšujú konzistenciu produktu.
Iniciatívy udržateľnosti vedú k zmenám v procesoch výroby ocele a ponuke produktov. Procesy priamej redukcie založené na vodíku sľubujú takmer nulovú produkciu uhlíkovej ocele, hoci implementácia v komerčnom meradle je ešte roky vzdialená. Technológie zachytávania a sekvestrácie uhlíka môžu umožniť ďalšie používanie tradičných vysokých pecí s výrazne zníženými emisiami. Mlyny čoraz viac ponúkajú produkty s certifikovaným recyklovaným obsahom a dokumentáciou o uhlíkovej stope na podporu vykazovania udržateľnosti zákazníkov.
Optimalizácia dodávateľského reťazca prostredníctvom zlepšenej logistiky a riadenia zásob pomáha závodom a servisným strediskám rýchlejšie reagovať na potreby zákazníkov. Systémy dodávok just-in-time znižujú požiadavky zákazníkov na zásoby a zároveň zabezpečujú dostupnosť materiálu. Vznikajú digitálne trhy, ktoré efektívnejšie spájajú kupujúcich a predávajúcich, čím potenciálne znižujú transakčné náklady a zlepšujú transparentnosť cien.
Globálne presuny kapacít pokračujú v pretváraní konkurenčného prostredia, keďže sa výroba presúva do regiónov s nižšími nákladmi alebo blízkosť rastúcim trhom. Pochopenie týchto zmien pomáha kupujúcim diverzifikovať zdroje dodávok a riadiť riziká. Obchodné politiky vrátane ciel, kvót a obchodných dohôd výrazne ovplyvňujú ceny a dostupnosť, a preto je nevyhnutné sledovať regulačný vývoj v kľúčových výrobných regiónoch.

Vďaka vysokému antikoróznemu výkonu sú obľúbené v stavebn...
PPGI / PPGL COIL celý názov je prefarbený pozinkovaný / g...
Prístav: Zhejiang, Čína Výhody našej vopred lakovanej ...

APLIKÁCIA PPGI Konštrukcia: Vonku: Dielňa, poľnohospod...




